超声波塑料焊接机结构组成
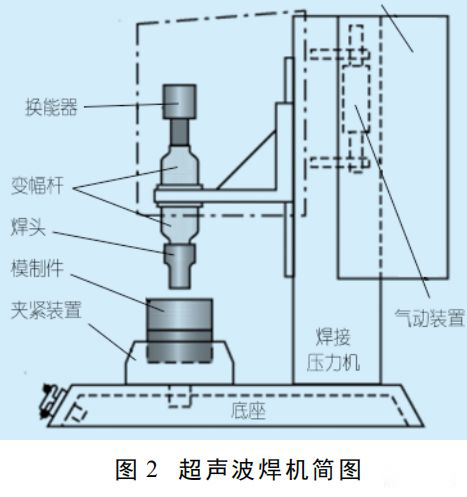
超声波焊接机设备由压力机、发生器、换能器、变幅杆、焊头和零件支撑工装等组成。
1 超声波发生器
超声波发生器的作用是将工频(50 Hz 或60 Hz)电压转变为超声频电压。微处理器经由用户界面控制焊接循环和反馈关键焊接信息给用户。用户界面也允许操作人员输入所需的焊接参数。
2 焊接套件 (welding stack)/ 声能系统焊接套件提供超声机械振动,一般由换能器、变幅杆、焊头三部分组成,在变幅杆中部固定在焊接压力机上。焊接套件是有点类似音叉的谐振器。焊接套件的谐振频率必须紧密匹配来自发生器的电信号的频率(相差少于 30 Hz)。
2.1 换能器
通过逆压电效应将来自于发生器的超声频电压转化为同频率的超声机械振动。它由夹于两金属(通常是钛)块之间的若干压电陶瓷片组成。片与片之间有一薄金属板形成电极。在正弦电信号经由电极提供给换能器时,压电片膨胀和收缩,产生 15~20 μm 的轴向峰到峰运动。换能器是精密设备,应小心处理。
2.2 变幅杆
变幅杆有两个作用。其主要作用是放大换能器端部产生的机械振动并将振动传给焊头。另一作用是提供固定套件于焊接压力机上的位置。在换能器施加超声能量时,变幅杆也膨胀和收缩。与焊接套件中的其它零件一样,变幅杆是调谐装置,因而它也必须在特定频率共振以便将超声能量从换能器传至焊头。为了有效地发挥作用,变幅杆必须是超声波在其制造材质中的半波长或半波长的整数倍。一般为半波长。
2.3 焊头
焊头是焊接套件中向待焊零件提供能量的部分。与变幅杆一样,焊头也是调谐装置,在大部分应用中也提供机械放大,焊头的长度必须是超声波在其制造材质中的半波长或半波长
的整数倍。这保证焊头端部有足够的振幅实现焊接。振幅一般为 30~120 μm。待焊零件和接头设计决定焊头的尺寸和式样。焊头的形状至关重要,因为焊头的轴向膨胀和收缩产生的应力会在高振幅情况下造成开裂。在某些应用中,焊头加工有多个轴向狭槽。这是为了确保最大振幅位于纵向。焊头端部将超声能量传给待焊零件。端部应专门设计以匹配零件来确保焊头和零件之间实现最大能量传递。通常焊头端部做成匹配零件轮廓的型材。
为防止产生压痕和减少磨损,铝必须镀镍或铬。在需耐冲击或耐磨以及焊接填充塑料或者埋植金属嵌件时,需用钢焊头。钢焊头疲劳强度低,只用于低振幅场合。复杂零件、特型的或大尺寸零件通常需要复合式焊头(子母焊头),这时基底焊头采用铝质,钛或钢次级焊头与基底焊头相连并引导能量。

3 压力机
压力机用于固定焊接套件及施加焊接所需的作用力。它由固定工装夹具的底座和施加作用力的气缸组成。压力机上带有压力表和调节阀以调节焊接作用力。应该注意的是某一超声波焊接设备上设定的特定表压与另一设定同一表压的焊机提供的焊接作用力不一定相同。焊接作用力应该用测压仪校准以便对不同焊机之间的焊接作用力进行直接比较。压力机上也有流量控制阀可以对焊头接近待焊零件的速度进行调节。有些焊接设备采用电磁力加压系统取代传统的气缸,能更好地控制接近速度,在焊接小型或精密零件时是有益的。
4 支撑工装
压力机底座固定焊接过程中支撑零件的工装。支撑工装是为防止下部零件在超声波作用时发生移动专门设计的,它通常加工成紧密匹配零件表面轮廓的形状。夹具从简单到复杂的都有,由零件设计来决定。下部零件必须受到牢固放置和支撑。夹具或底座应可调确保零件垂直于焊头。夹具可由若干材料加工而成。不锈钢是最佳选择,因为它容易机加工和抛光。特型夹具现在可直接经由 CAD 数据加工。较大的、复杂的、奇形怪状的或小批量零件通常采用浇注型软质聚氨酯装夹。

