铝线铜端子如何焊接资
时间:2021-05-28 浏览:
目前行业内普遍使用的铜导线标准为 ISO6722 - 1 , 铝导线标准为 ISO 6722 - 2。铝导线等效替代必须考虑与被替代的铜导线有相类似的导电率、载流能力、降额曲线等特性, 由此做到替换导体材质而保持原有的电路保护策略。
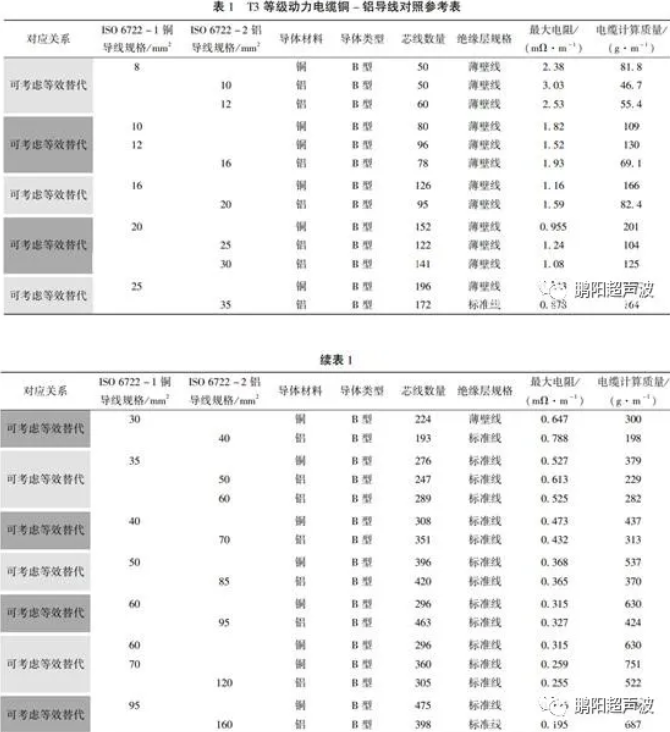
表 1 列举了可考虑等效替代的铝导线和铜导线规格的对照表。该表可作为铜 - 铝导线等效替代的参考, 在具体应用时需要进一步验证确认。
1.2通过超声波焊实现铝丝间的电子自由移动
超声波焊接是利用高频振动波传递到两个需焊接的物体表面, 在施加压力的情况下, 使两个物体表面相互摩擦, 从而形成分子层之间的融合 (见图4)。
图 4 铝导线与铜端子超声波焊接后的形态
通过该方法, 可以有效地破坏铝丝表面的氧化膜, 实现电子在不同铝丝导体之间的自由移动 (见图 5)。

图 5 铝导线焊接前后电子在导体中移动轨迹的变化
通过同样的方法, 也可以是端子的铜基材与导线的铝基材之间实现分子层面的融合, 从而达到良好的电气性能。汽车线束领域对超声波焊接性能的评价普遍使用USCar38—2016标准[3] 。在此版标准中已给出了铜端子与铝导线焊接 的评判准则, 对导电性能的评判方法和准则与铜端子对铜导线焊接相同。
图片
2 确保焊接部位良好的机械性能
电缆组件在使用过程中会受到来自外力拉扯的风险, 特别是大截面的电瓶线, 外力往往会直接作用在单根电缆上。对于应用铝导线的电气回路, 其机械强度相对薄弱的部位在焊接连接区域附近。例如在电瓶线装配的过程中, 当出现不便于安装的情况时, 操作人员会拉拽导线从而产生沿导线方向的直拉力, 或对导线施加垂直于焊接面的撕裂力。因而在设计端子结构时需要考虑足够的保护措施以对抗直拉力和撕裂力。
在USCar38标准中已规定了不同规格铝导线与铜端子连接时必须达到的直拉力 (pullstrength) 下限值。对于大线径的 铝导线 (≥10 mm 2 ) 在 USCar38 标准中没有明确规定撕裂力 (peel strength) 下限值, 通常由整车厂工程师给出推荐的下限值。
图片
3确保焊接部位良好的抗电化学腐蚀性能
要防止铜端子和铝导线焊接部位的电化学腐蚀, 关键是连接部位要与潮湿或盐化的环境之间做好隔绝措施。常用的超声波焊接密封方式有两种:双壁热缩管密封 (图 6) 和热熔胶密
这两种方式在最后的环境验证试验中都能达到规范的要求, 但是考虑到热熔胶工艺过程中胶水在注塑腔体内的流动性要求, 热熔胶的壁厚必须保持至少2.5 ~ 3mm, 以致密封处理后端子连接部位体积较大,无法应用在装车环境狭小的空间内。而双壁热缩管在热缩处理后的壁厚在1 ~ 1.5 mm,因此双壁热缩管密封具有更广泛的适用范围。
公司介绍
东莞鹏阳自动化设备有限公司是集自主研发,生产超声波焊接机,超声波点焊机,塑料焊接机超声波模具等工业设备及各类塑料焊接设备的技术合作企业。
本公司主要生产超声波塑焊机,超声波点焊机,塑料焊接机,超音波焊接机,口罩点焊机等一系列产品。公司另为需求客户订做大型非标塑胶熔接设备,振动摩擦焊接机以及各种自动化,产品用于玩具、电子、塑胶、汽车、通信、医疗等行业。如需了解更多,请关注东莞鹏阳超声波焊接机官方网站!
超声波焊接:www.chaoshengbo1.com
口罩点焊机:www.jobzd.cn

