超声波调幅器、超声波焊头和底模的选用方法!
时间:2020-05-25 浏览:
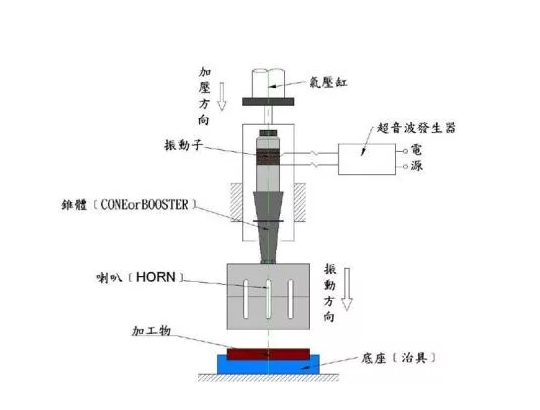
超声波调幅器装置在超声波焊接机原理中,可控制扩大换能器输出超声波能量的振幅,最终增加超声波能量的输出,对调幅器的选择主要通过以下几点分析:
一,作业焊接面积。
焊接面积的大小对焊接能量的需求不同,与调幅器的调幅选择相对应。焊接面积越大,对焊接能量的需求就越大,超声波调幅器的调幅选择相对增高,焊接面积小,对焊接能量需求越小,超声波调幅器的选择可相应减小。
二,工件材料。
pp,pe,尼龙等晶型树脂焊接难度要大,对超声波调幅器的振幅选择相较非晶型材质需求要高。
三,工件构造。
当工件的结构有薄弱构造时,如细长或薄弱结构,因为容易被损伤,所以对超声波调幅器的应选择较低的振幅,防止超声波设备在焊接作业中对作业工件造成振裂损伤。
超声波焊接机的焊头是焊接作业环节中最终将超声波能量对工件输出的组件,与工件相接,将超声波振动能量传递给工件,超声波焊头的材质通常会采用钛合金,铝合金以及钢铁。

焊头在作业需要的时候,可根据情况做出一些处理,如高碳钢嵌入,镀铬,阳极处理。焊头的制作工艺需要精确,常见焊头根据不同特点区分的种类包括:雕刻成形焊头,全波长焊头,复合式焊头,加装压板焊头,真空焊头,切削焊头等。
底模的作用在超声波焊接机原理中是对作业工件产生固定和支撑的作用,底模需要定位准确,牢固且稳定,这将直接对在对作业工件的作业中产生影响,影响作业最终完成工件的质量与效率。

