超声波焊接零件设计
时间:2020-02-24 浏览:
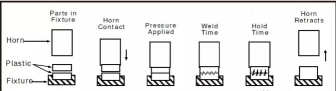
超声波焊接是连接两个部件的独特方法不使用额外的紧固件,粘合剂或机械功能,如搭扣或活动铰链。与其他焊接方法相比 - 包括热熔,热板焊接,旋转焊接和振动焊接 - 超声波焊接在循环中具有优势时间和易用性。该过程使用低振幅,高频振动在要连接的部件之间产生摩擦产生足够的热量以熔化界面处的塑料。使用的频率高于人的听觉范围,其中一个部分连接固定在固定的固定夹具内,同时配合部分经受正弦 - 超声波垂直于所需键合接触的振动区域。由于零件之间的摩擦和零件内部摩擦,产生热量,造成热量聚合物在界面处熔化。当振动停止时,聚合物在冷却后固化。
基础理论
根据超声波焊接的基本理论,给定焊接接头的强度取决于总强度能量。
能量(e)=功率(p)x时间(t)
功率(p)=力(f)x速度(v)
常用的连接件设计
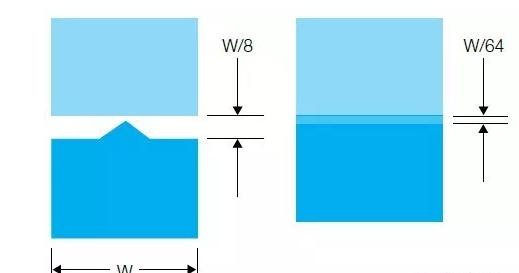
对接连接
对接是最常用的设计,它可以用于大多数场合。这是两个零件在其中一个接合面上的锥形导熔线。如图1显示:
2.阶梯连接
阶梯接头用于辅助定位并且可以产生在一个更好的外观组件,因为任何外表面上看不到过多的熔化物。如图2显示:
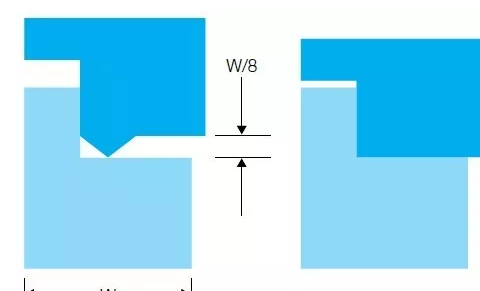
3.凹凸连接
使用凹凸连接设计的主要好处是它阻止了内表面和外表面的熔化物堆积,它提供了良好的定位作用。如图3显示:
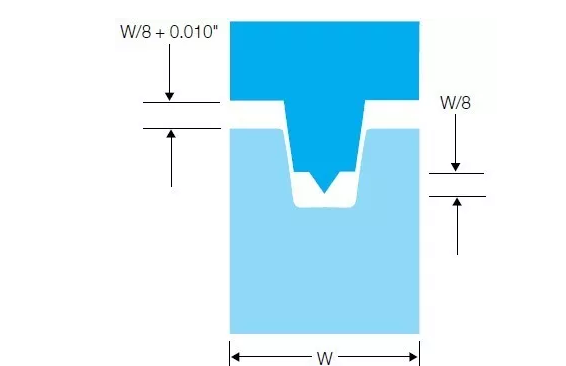
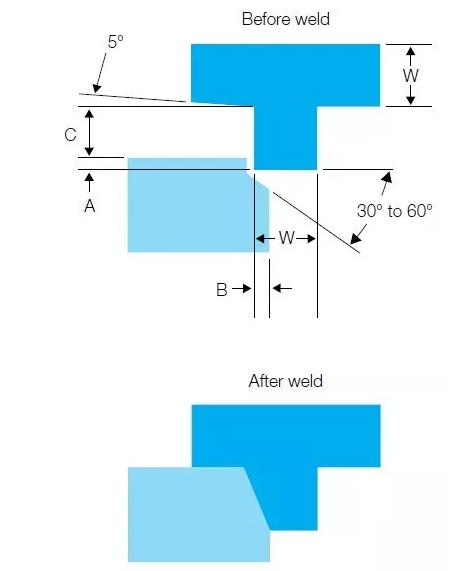
4.剪切连接
对接连接不会产生所需的结果,在使用半结晶材料,如PA,PP和热塑性聚酯的状态下。因为半结晶材料迅速变化的特点,可能部分塑料已经固化,造成焊接强度差。通常,针对半结晶材料建议使用剪切连接。
在剪切连接的情况下,首先完成焊接熔化小的初始接触区域然后继续沿着垂直方向继续融化,最终使2个零件固化在一起。焊接时零件之间充分接触,使熔接区不接触周围的空气。因此,剪切连接特别适用于半结晶材料。
剪切连接的强度取决于熔接区的垂直高度,一般建议深度为1.25×壁厚。如图4显示: