认识超声波焊接“三联组”--快速修复指南
时间:2020-02-24 浏览:
其实,对于现场的工程师,如果能够认识“三联组”的基本知识,就能够及时发现问题,避免发生更多的损失。
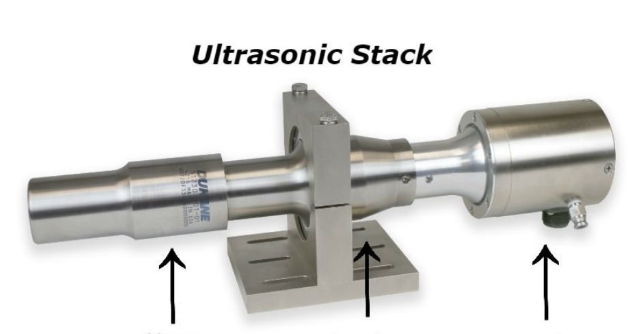
超声波”三联组“由换能器、调幅器和焊头组成。这三个单元之间接合面的质量,对超声波焊接效率产生重大影响。如果接合面平面度不良,或被氧化、腐蚀或接触不良,就会成为超声波振动传递的薄弱环节。这将导致功率输出损耗,改变固有频率,增加噪音,产生过多热量导致换能器损坏。
一、分析”三联组“发生故障的原因:
焊头产生裂纹原因
金属焊头与金属零件/治具接触;
疲劳破坏;
结构设计不良——输出振幅不均,有尖角,横截面剧烈变化,调整到不正确的频率;
选择不正确的材料(D-2钢应仅用于低振幅应用,Ti适用于大振幅应用以及大批量生产,AL因许用应力较低仅适用于小批量生产);

输出振幅过大,导致更快的疲劳;
焊头拧紧力矩过大;
连接螺丝拧紧力矩过大;
材料缺陷;
焊头表面承受不均匀焊接压力。
调幅器产生裂纹原因,与上述焊头产生裂纹原因一致,还包括;
连接的焊头不合理设计,或者焊头固有频率不正确;
换能器失效原因
跌落导致内部陶瓷片损伤;
焊头设计不合理,焊头频率不正确;
连接的调幅器,拧紧力矩过大;
环境潮湿,水汽进入换能器内部;
来自焊头的冲击(例如螺母镶嵌);
热量传导;
拧紧调幅器时,没有使用月牙扳手固定换能器。
二、如何调整修复”三联组“
定期检查”三联组“以确保组件处于良好的工作状态非常重要。此外,您可以采取以下几个步骤来重新调整”三联组“。
将换能器、调幅器和焊头分别拆下,并用干净的布或纸巾擦拭配合表面,去除污渍;
检查表面。如果看起来状况良好,请跳至步骤9。如果表面被腐蚀,则应对其进行修复(步骤3-8)。如果表面发生凸起,凹陷或者其他不平整问题,请联系超声波行业专业人士寻求建议。表面上存在非常小的点蚀,一般不是严重问题;
请拆下连接螺丝,检查螺丝螺牙、孔螺牙是否损坏;
将干净的#400目(或更细 # 800目)砂纸粘贴在干净、光滑、平整的表面上,一般为大理石台面或者玻璃台面;
将组件竖直放置在砂纸上,并在砂纸上沿着一个方向进行平推。不要施加压力,仅靠组件单元本身的重量打磨就足够了。这里尤其注意:保持小心,防止因组件倾斜,导致表面平面度变差,影响焊接;
执行第二次,然后将组件单元旋转三分之一圈并重复打磨;
再将组件单元转动三分之一圈,并执行相同的打磨动作。确保在每个角度,执行相同数量的打磨次数;
重新检查配合表面,并重复步骤5到7,直到大部分污染物被清除;
使用干净的布或毛巾清洁螺丝螺牙,以及螺纹孔中的所有异物、油脂和油;
用制造商指定的螺丝更换磨损或损坏的连接螺丝。普通钢制螺丝未经过适合的热处理,不能使用;
用耐高压硅油脂轻轻涂抹配合表面,或使用耐高温塑料薄膜垫圈(二选一),以促进超声波振动的良好传输,并防各组件单元“粘接”在一起。(平面度良好的情况下,可以不使用硅油脂以及塑料垫圈)
使用正确扭矩拧紧三联组,如下方附表中所示。三联组松动会导致过载,而拧紧过度会导致材料变形,从而缩短部件的使用寿命;
将”三联组“安装在焊机上,并进行测试。
三、关于平面度说明
换能器与调幅器之间,调幅器和换能器之间的配合面必须平坦且平行。如果存在气隙,则会导致功率输出和效率的损失,以及超声波发生过载报错,无法启动。
中间隆起或接触表面不均匀的情况,通常可以通过观察接触表面的磨损情况来判断。磨损严重,表明该局部区域发生接触。
通常接合面平面度有如下技术要求:
换能器:20 kHz时为0.0127mm,40 kHz时为0.0127mm;
调幅器:20 kHz时为0.0254mm,40 kHz时为0.0127mm;
焊头:20 kHz为0.0254mm,40 kHz为0.0254mm。
四、“三联组”装配使用到的扭矩值
螺丝拧入力矩,1.4-2Nm;
换能器与调幅器,调幅器与焊头之间拧紧力矩:15Khz应用,61Nm;20Khz应用,47.5Nm;30Khz应用,24.4Nm;40Khz应用,24.4Nm。

