超声波焊接技术工艺定义、优点、应用原理及注
时间:2020-02-14 浏览:

超声波焊接技术工艺定义、优点、应用原理及注意
超声波焊接原理
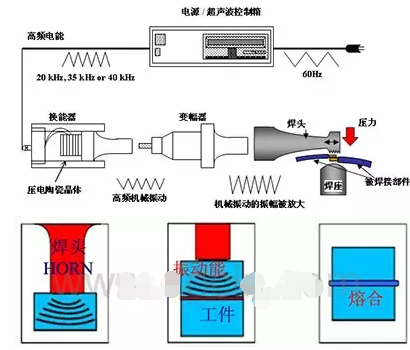
超声波焊接装置通过电晶体功能设备将50/60Hz的电频转变成20或者40KHz高频电能供应到转换器,转换器将电能转换成超声波机械振动能量。利用焊接区域交界面声阻大产生局部高温及塑料导热性差不能及时散热的特点,迅速熔化两焊件接触面,通过施加一定压力使其融合成为一体。超声波停止后,继续施压几秒,凝固成型后非常坚固,如同原材料一样强度。
超声波焊接技术工艺定义、优点、应用原理及注意
超声波焊接技术工艺定义、优点、应用原理及注意
超声波焊接技术应用范围
超声波焊接技术适用于塑胶、电子、汽车配件、环保、玩具、通信器材、包装等行业。超声波焊接技术是先进的装配技术、替换了以往的粘胶及一些机械固定的方法。
超声波焊接优点
①节能环保;②无须通风装置散热排烟;③高效率低成本;④方便实现自动化操作;⑤焊接性能好,非常牢固;⑥焊点美观、可实现无缝焊接、防水防潮气密性好!
影响超声波熔接能量因素
①气压 气压越大能量越大,可通过调节阀调整;②下降速度 下降速度越大能量越大,可通过旋钮控制;③频率 频率越大能力越大,通常超声波熔接机都有固定频率;④振幅 振幅幅度越大能力越大,振幅调整可通过调幅器和焊头设计实现;⑤时间 时间越长能量越大。⑥保压时间 塑料熔化之后保持气压时间越长,焊点越稳定,变形越小。
超声波焊接技术工艺定义、优点、应用原理及注意
超声波焊接注意要点
①压力 压低不宜过低也不能太高,过低会延长焊接时间,使工件表面产生疤痕,影响质量;压力过高会使工件破裂,界面结合不佳。②焊接时间与保压时间焊接时间太长容易产生飞边及质量下降,使工件偏离焊接区及使得表面熔化和破裂。对高熔点材料及弹性材料需要加大保压时间。③对位与行程 焊头、工件、底模之间的对位对应好,工件放在底模上,放掉气压,焊头用力往下拉,对准接触面,固定好底模。行程以方便取放工件为宜!严禁将焊头直接接触底模或底版,容易导致换能器损坏!

