超声波焊接溢胶的调节方法
时间:2020-01-16 浏览:
超声波焊接塑料制品时发现溢胶/毛边,会影响产品外观,尤其是对外观要求高的塑料制品有很大的影响,先不用急,可以先测量一下焊接后的尺寸,焊接前后相差多少。
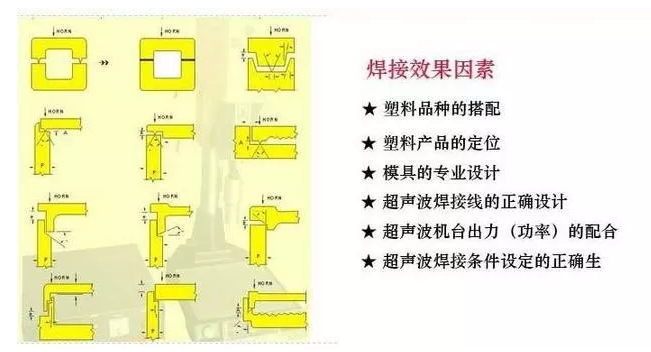
超声波焊接后产品产生溢胶或毛边的调节方法发生溢料或毛边原因如下:
1.溢胶不均衡,仅仅是一边溢胶,而另外一边不溢胶,这是因为超声波模具没调平,需要重新调校超声波模具。
2.焊接面整体溢胶,而且溢胶设计焊接线,需要修改焊接参数,降低焊接时间或焊接压力,减少输出功率,可以解决溢胶/毛边的问题,同时要重新测试产品焊接的牢固度。
3.塑料件超声波焊接线设计不合理,导致熔化塑胶无处可去,形成溢胶。跟超声波设备生产厂家沟通合理设计超声波焊接线。
4.针对较小塑料工件焊接时,所需要的输出功率很小,所以我们设计超声波焊头时,振幅放大比过大,需要重新设计超声波焊接头。
5.产品壁厚过薄,在压力的作用下,导致焊接部位外张错位形成溢胶。低工装包住焊接面,焊接压力调小,延迟时间调大,是焊头压住产品后发振。
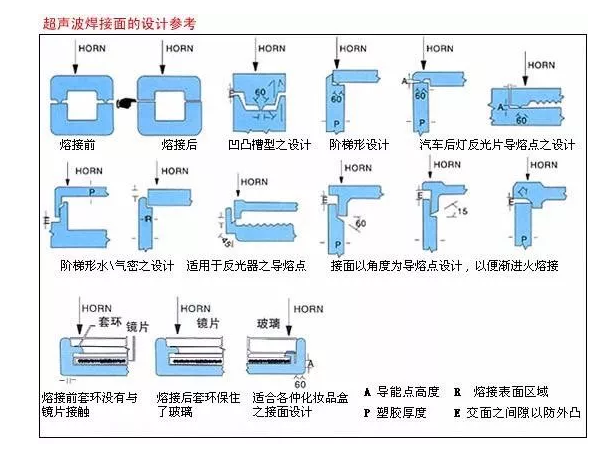
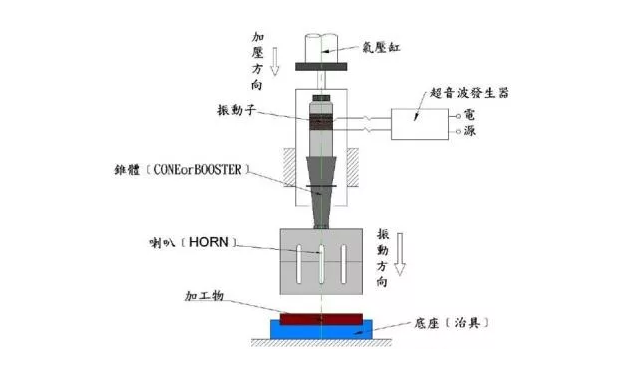
上述为造成超声波焊接作业后产品发生溢料毛边的原因,然而其中最关键性的是在超声波的导熔线开设,一般在超音波熔接作业中,空气压力大约在 2~4kg范围。
根据经验值最佳的超音波导熔线,是在底部0.4~0.6m/m×高度0.3~0.4m/m 如:此型三角形;,尖角约呈60度;,超出这个数值将导至超音波熔接时间、压力、机台或上模功率的升高,如此就形成上述几项造成溢料与毛边的原因。
超声波焊接溢胶的解決方法:
1.降低压力、减少超音波熔接时间(降低强度标准)。
2.减少机台功率段数或小功率机台。
3.降低超音波模具扩大比。
4.使用超声波机台微调定位固定。
5.修改超声波导熔线。

