塑胶件紧固工艺:超声波焊接(一)
时间:2020-03-13 浏览:
超声波焊接的原理、优点和缺陷性;
超声波焊接的具体步骤、微观过程和重要参数;
塑料的超声波焊接性能和兼容性;
影响塑胶超声波焊接性能的参数;
本篇文章将介绍塑胶件的超声波焊接设计指南:即如何设计塑胶件,以满足超声波焊接的工艺要求,从而保证焊接质量、提高焊接效率和降低焊接成本。
在设计超声波焊接结构之前,下面这些因素必须充分考虑清楚:
使用塑料的种类。塑料不同,对超声波焊接结构要求也不同。例如,相对于无定形塑料,半结晶塑料要求导熔线角度越尖越好;另外,半结晶塑料尽量避免远程焊接,否则焊接质量不容易得到保证。
产品尺寸和内部结构。超声波焊接要求产品尺寸不能过大,产品内部结构必须有利于超声波焊接能量从焊头传输到焊接界面,同时产品的内部结构必须足够强壮以抵抗超声波焊接时的巨大能量。
产品受力。产品受力的大小、类型和方向决定了导熔线设计和布局。
水气密的要求;产品如果有水气密的要求,则导熔线需要达到密封的要求。
外观的要求。如果产品的外观要求较高,不允许溢胶的产生,则需要合理的设计超声波焊接结构以避免溢胶。
是否还有其它特殊要求。
1. 导熔线的设计
1.1 导熔线的概念
超声波焊接时,两个塑胶件的初始接触面积必须足够小,以集中能量,同时减少塑料熔化和熔合所需的总体能量。导熔线(或称导熔线柱、超声线)即是这样的一种结构,是在一个塑胶件焊接界面上凸起的三角形柱,顶端越尖越好,基本作用是将振动能量聚集在三角形的尖端,其后累积的热量在整个焊接界面形成均匀的塑料熔流。
1.2 导熔线的好处包括:
增加焊接的强度,减少虚焊。导熔线利于两个塑胶件的熔合,提高焊接的强度。同时,使用导熔线的超声波焊接如果发生虚焊,则两个塑胶件之间会出现断差,很容易发现虚焊的缺陷、继而避免虚焊的产生;而没有导熔线的超声波焊接如果发生了虚焊,则很难通过外观进行辨别。
减少溢料,提高外观。导熔线使得焊头与塑胶件的接触时间缩短,因此较少溢胶。另外,由于焊接区域变小避免材料堆积而减少溢胶。通过合理的导熔线及焊接结构设计,超声波焊接可以具有高品质的外观。
减少振幅。导熔线使得超声波焊接在满足焊接质量的前提下,需要较小的焊接能量,继而可以减小焊接振幅。
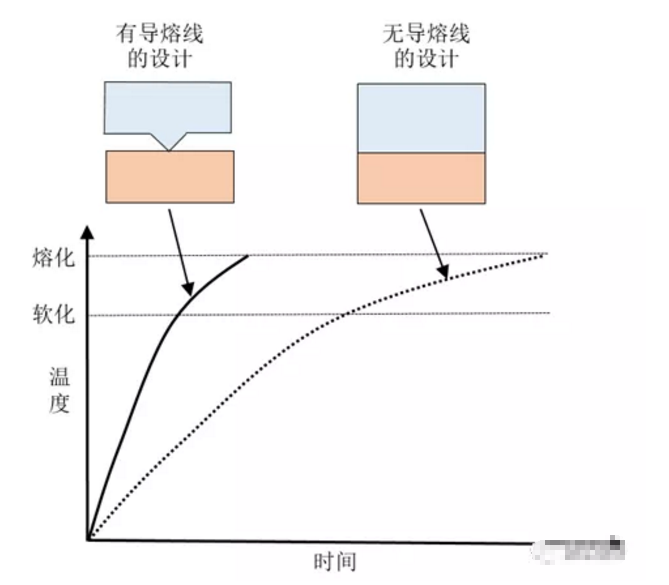
缩短焊接时间。导熔线减少塑料熔化和熔合所需的总体能量,继而缩短焊接时间,下图显示了无导熔线的焊接时间与有导熔线的焊接时间对比,使用导熔线的焊接塑料更早熔化和熔合成一体。同时,焊接时间的缩短有助于避免塑胶件长时间焊接而引起的过焊问题。
(无导熔线与有导熔线的焊接时间对比)
1.3 导熔线的基本设计
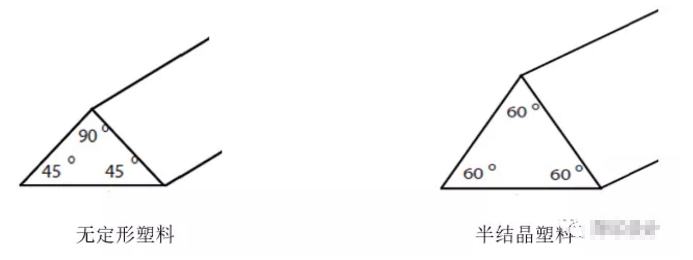
正确的导熔线设计是提高超声波焊接强度和质量,缩短生产周期的关键。导熔线必须具备的条件是最初的接触面积不可太大。相对于无定形塑料,半结晶塑料要求导熔线的角度更尖,这是因为半结晶塑料本身并不太利于超声波焊接能量的传导;一般来说,无定型塑料的导熔线顶端角度为90°C,半结晶塑料的导熔线顶端角度为60°C。
导熔线可设计在任意一个焊接零件上,推荐把导熔线设计在与焊头接触的塑胶件上。
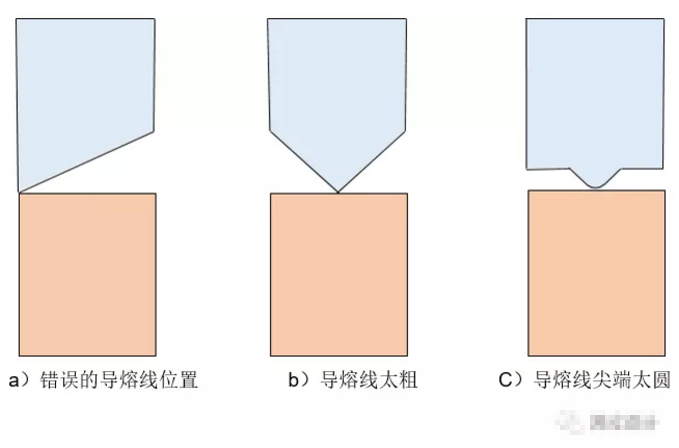
错误的导熔线设计不利于两个塑胶件之间的超声波焊接。
(错误的导熔线设计)
十字交叉型导熔线
十字交叉型导熔线是指在两个焊接塑胶件上均设置互相垂直交叉的导熔线,以在焊接时提供最小的初始接触面积,同时使得两个零件上的更多的塑料能够熔合成一体。十字交叉型焊接能够提高超声波焊接强度,缩短焊接时间和减少焊接功率,但容易产生断差和溢胶。两个塑胶件上的导熔线尺寸均应当为常规尺寸的60%,导熔线顶端角度为60°。
(十字交叉型导熔线)
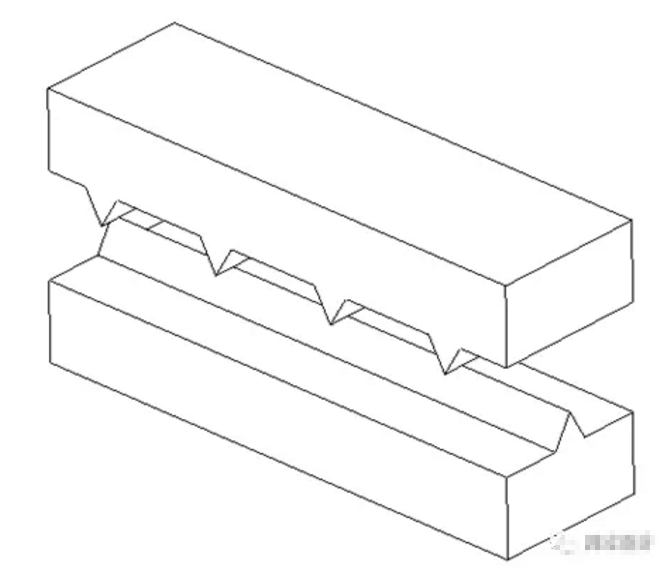
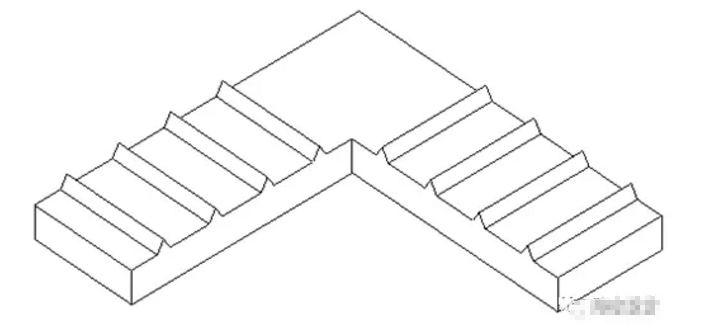
当产品有水密和气密的要求时,可将与焊头接触的导熔线连续排列,呈锯齿形状,导熔线之间没有间隙。这种设计的缺点是超声波焊接为熔合更多塑料,很有可能造成溢料,影响产品表面外观质量,适用于沟槽型或阶梯型超声波焊接结构中以隐藏溢料。
(十字交叉锯齿形型导熔线)
导熔线垂直于壁
导熔线垂直于壁,可以用于提高焊接的抗剥离力以及减少溢胶。这种设计适用于非密封要求的产品中。
(导熔线垂直于壁)
间断的导熔线
导熔线呈不连续、间断,可以用于减小焊接能量的设计,这种设计会降低焊接强度,适用于非密封要求的产品中。
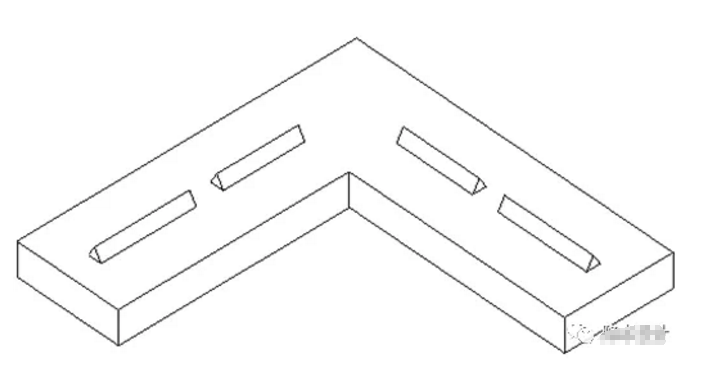
(间端的导熔线)
凿子型导熔线
当塑胶件尺寸小于1.5mm时,常规的导熔线可能会较小,造成焊接强度不够,可使用凿子型导熔线。凿子型导熔线的高度为0.38~0.50mm,角度为45°;凿子型导熔线位于台阶的内侧,可确保焊接时不会脱离狭小的焊接界面,另外还可以使得塑料熔料远离产品开口区域。
(凿子型导熔线)
2. 超声波焊接的结构
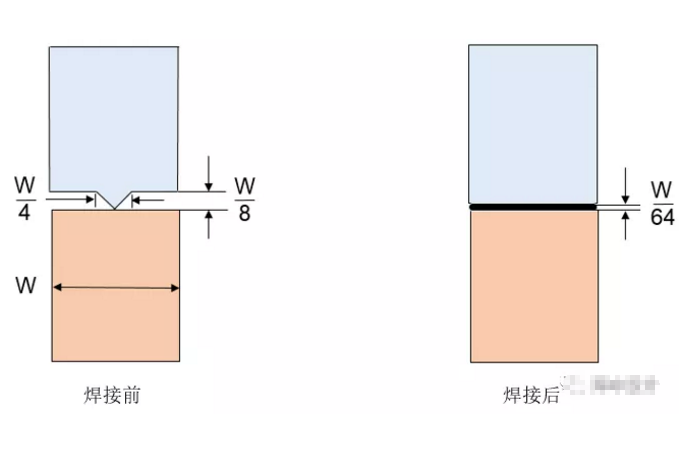
基本型
超声波焊接结构的基本型,是在焊接平面上设计一条贯穿整个焊接平面的导熔线。基本型的超声波焊接结构适用于大多数的场合,其缺点是在塑胶件的熔合面有可能会产生溢胶,影响产品外观质量。
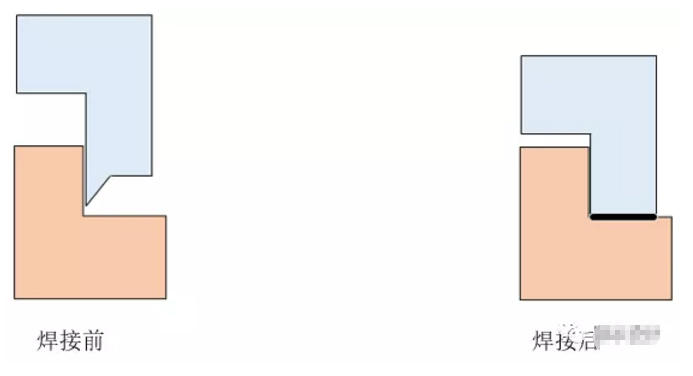
阶梯型
阶梯型焊接如图所示。其优点是适当增加两个塑胶件非焊接界面的间隙(0.13mm~0.51mm)可将焊接熔料可隐藏于间隙中,避免溢胶的产生,具有较高的外观表面质量。
阶梯型焊接一般要求零件的基本壁厚不小于2mm。
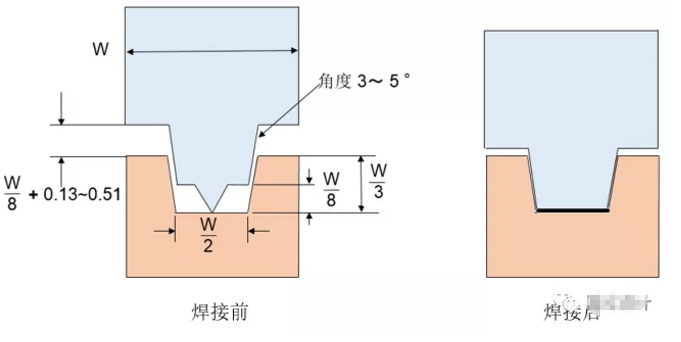
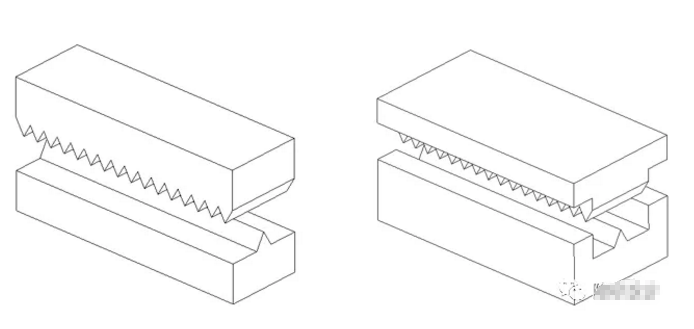
沟槽型
沟槽型焊接采用间距式移位焊接,设计时凹凸面保持一定的间隙和斜度,适用于要求完全密封的焊接。同时,沟槽式焊接界面提供自定位功能。适当的增加两个塑胶件非焊接界面的间隙(0.13mm~0.51mm)可以防止溢料的产生。
沟槽型焊接一般要求零件的基本壁厚不小于3mm。
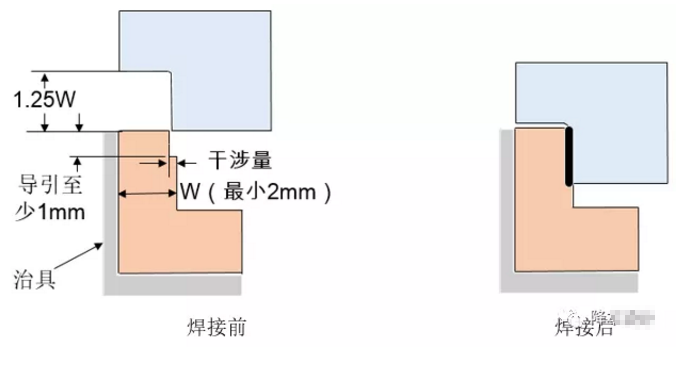
剪切型
剪切型对于半结晶塑料,普通结构的超声波焊接例如基本型、阶梯型等很难保证足够的焊接强度。这是因为半结晶塑料从固体转化为熔化状态是在很短的一个温度变化区间完成的,转化的时间极快,反之亦然。因此,在熔化塑料与对应零件的塑料熔合在一起之前,有可能有部分塑料已经固化,造成焊接强度低。
针对半结晶塑料,建议使用剪切型焊接结构设计。剪切型焊接首先在较小的初始接触区域进行熔合,然后在一段干涉区域继续熔合。由于熔合区域没有与周围的空气接触,剪切型焊接可以保证较高的焊接强度和提高密封性能。
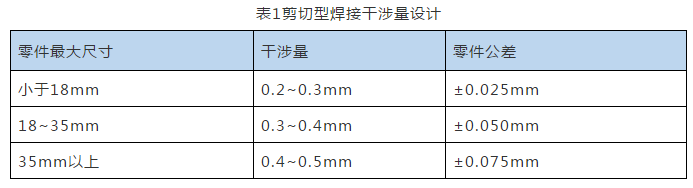
剪切型焊接的强度决定于熔合区域的垂直高度,即焊接深度。一般要求焊接深度为零件焊接处壁厚的1.25倍,两个塑胶件干涉量以及尺寸精度要求如表1所示。
为了确保剪切型焊接的质量,需要注意到以下几点:
侧壁的强度需要足够高以及获得足够的支撑,以避免因为焊接过程产生的力而造成侧壁变形;而底部焊接零件也必须通过焊接治具进行支撑,治具需要紧靠在零件的四周。
上部塑胶件的强度必须足够大,以避免在焊接过程中产生变形。同样的道理,底部塑胶件的壁厚应当大于2mm以避免变形。
上部塑胶件和底部塑胶件在干涉区域的配合面应当是平面,并互相垂直。

